

产品类别
工程案例

放热焊接(火泥熔接、热熔焊接)
放热焊接(火泥熔接、热熔焊接)
放热焊接(火泥熔接)工艺简介
放热焊接(又称热熔焊接、火泥熔接)是一种简单、高效、高质量的电气连接工艺,它利用金属氧化物的放热还原反应热作为热源,在特制的模具的型腔中,完成一定形状、尺寸的,符合连接要求的熔焊接头。它由放热焊剂、焊接模具、模具模夹组成一套焊接系统。俗称:热熔焊接、热熔焊剂、铝热焊剂、火泥等。大部分放热焊接所用的模具为石墨制作,模具能控制熔化的焊液的流向和速度并最终形成焊接点,放热模具所用的材料能耐高温,正常使用情况下,一个模具可焊接50-100或更多个点。
 |
 |

放热焊接性能描述:
(1)熔接点的载流能力与导体相同,具有良好的导电性能;
(2)无须外界电源或热源,野外室内均可独立操作;
(3)焊接点能经受反复多次的大浪涌电流而不退化;
(4)焊接点不会产生腐蚀和松脱,接头作为长期导电体是稳定、可靠的;
(5)焊接是导体分子上结合,具有良好的机械强度,是一种永久性的接头;
(6)焊接装备简单、轻便、携带方便;
(7)焊接方法简单,操作方便;
(8)从外观便能检查焊接的质量。
放热焊接常用连接材料:
| 不锈钢 | 黄钢 | 镍铬耐热合金 | 铸铁 |
| 蒙耐合金 | 钢 | 铜硅锰合金 | 镍铬高电阻合金 |
| 铜覆合钢 | 青铜 | 镀锌钢 | 硅钢 |
| 各种钢轨 | 紫钢 | 熟铁 | 铌 |
放热焊接应用范围:
主要用于铁路、高速公路 发电厂、变电站、开关站、高压输电线路、电气化铁路、电信、移动通信基站、微波中继站、地面卫星接受站、雷达站等重点工程以及贵重精密仪器、计算机机房设备、邮电程控设备、广播电视设备、电子医疗设备等工作接地和保护接地;石油输送管道及油气罐,易燃易爆物质仓库防雷接地。
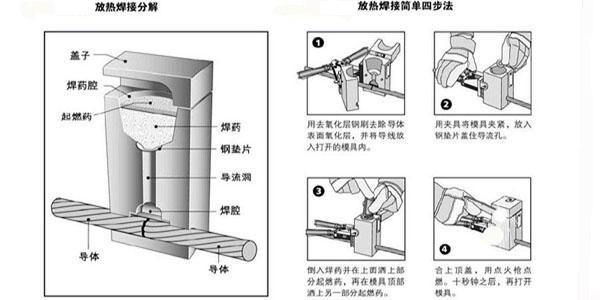
热熔焊接的操作程序:
1、把导体和模具清除干净,(如果潮湿还必须烘干),将导体置于模具并作一下接触试验。
2、夹紧模具,放下金属隔离片,封住流通口,不让反应前的焊接粉流入熔接腔。
3、把焊接粉倒入熔接腔中,在模具唇口处撒少量引火粉,盖好模具顶盖。
4、用点火枪点燃引火粉,焊接粉在模具中发生安全的放热反应。
5、热熔反应完成后,等待数十秒,即可开启模具,用工具将导体取出,并去除熔渣。
操作重点:
1)导体必须清洁干净,并去除油污与水汽。
2)在操作之前,必须去除模具内的水汽,保持干燥。
3)制作完成后必须注意模具的清洁保养。
| 上一篇:艾力高避雷针DYNASPHERE安装下一篇:厂房车间防雷解决方案 |
