

产品类别
工程案例

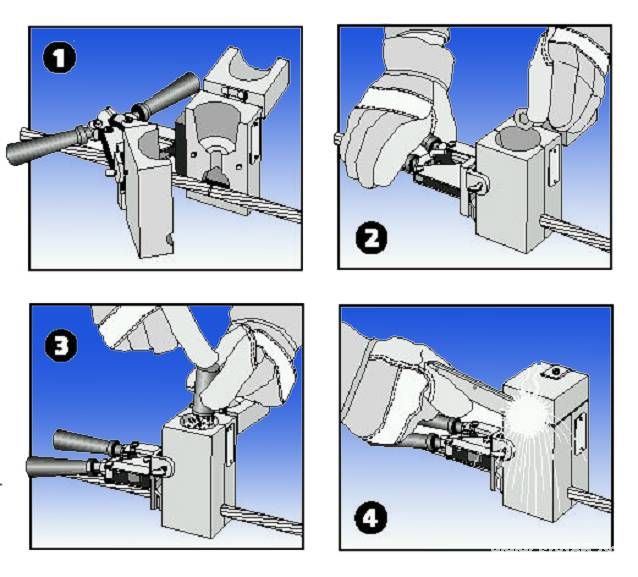
放热焊接(热剂焊|火药焊)
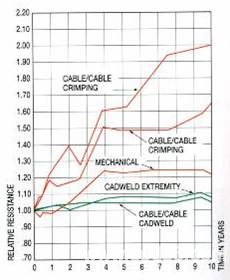
当今接地系统接地体连接方式有压力焊、钎接、放热焊接等.要保证接地系统的可靠性。接地系统的连接点的寿命必须大于或等于接地导体的寿命.连接点必须能承受多次故障电流在防腐蚀的情况下能保持低电阻.而放热焊接焊接的连接点是符合以上条件的,而且还节省接地材料。

分子焊接 机械连接和电焊
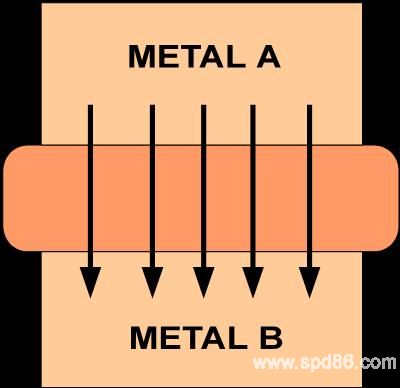
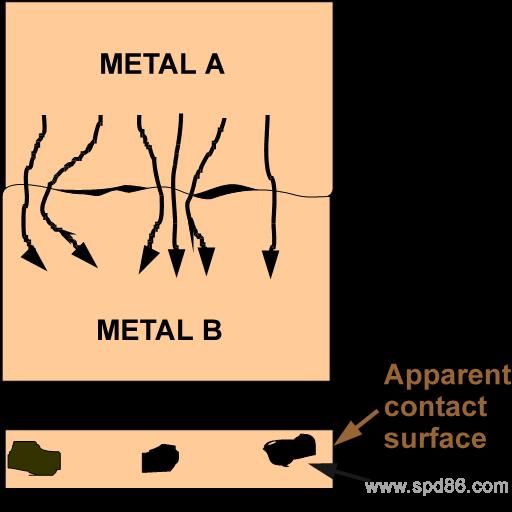
分子焊接时没有任何机械界面,机械的压接,栓接和电焊都在两导体接触面上留有空隙。分子焊接确保焊接面的导电率。
机械连接和电焊 分子焊接
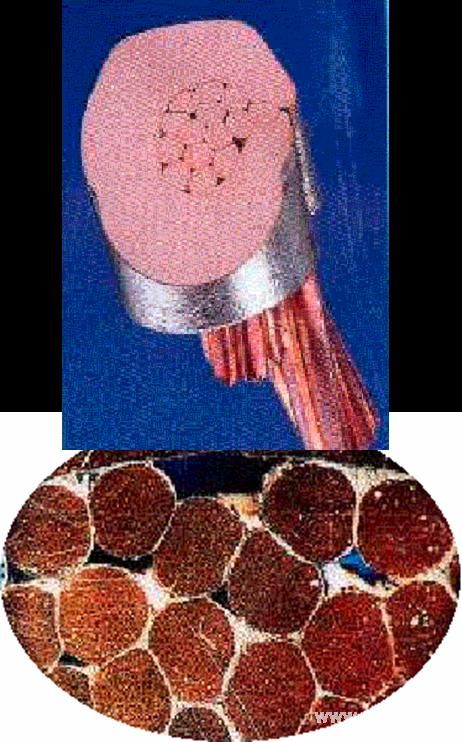
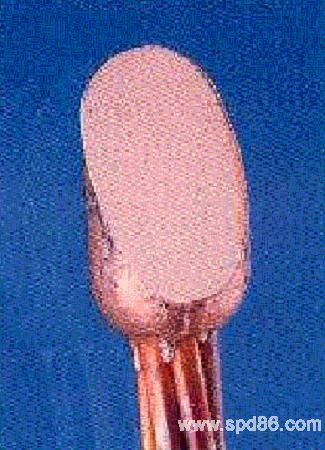
这两幅图是放热焊接与传统连接的连接点实际情况



其它焊接图
![[URL]9473ee2934587a791392a8fc3b78f00d.jpg](/d/file/chanpinzhanshi/fangrehanjie/2012-02-05/9473ee2934587a791392a8fc3b78f00d.jpg)
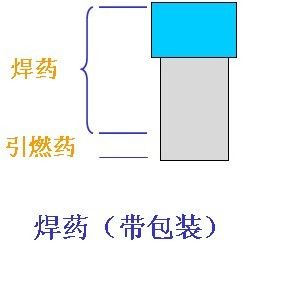

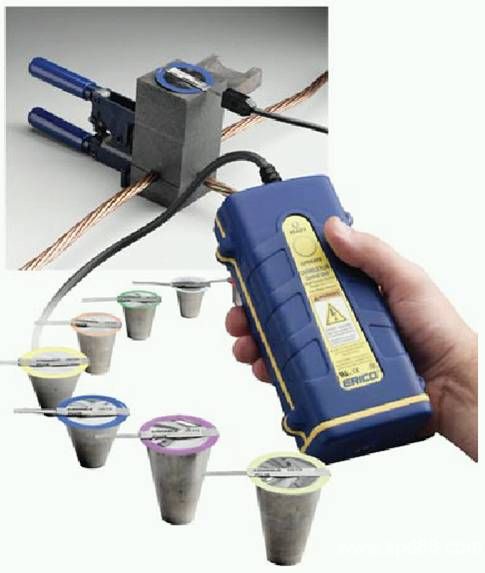
引燃药式焊药 电子式点火放热焊接焊药
焊药根据点火的方式有引燃药式焊药和电子式点火放热焊接焊药。它们的主要成分一样只是点火的方式不一样。一个是引燃药另一个是电打火。


| 上一篇:放热焊剂技术条件下一篇:放热焊接(热剂焊|火药焊) |
